Projects
We offer this brief description of a few of our projects to introduce you to some of the services we provide. We stand behind our services with a highly-trained, capable staff and the finest parts available.


State-of-the-Art Central Ammonia Refrigeration System Baltimore MD


Recently Industrial Refrigeration Service, Inc. completed a "state of the art" central ammonia refrigeration system for the corporate headquarters of a company in Baltimore, Maryland.
The Refrigeration System was custom designed by IRS to this client's exact specifications. As a company that started in the cold storage business in 1928, they are acutely aware of the needs of their many customers. Recognizing that they are an extension of their customer base the client has adopted innovative technologies which help them reduce direct costs, help their customers manage their information to increase their profitability and enable their customers to both gain accountability and save money. Industrial Refrigeration Service, Inc. is proud to have been a part the client's most recent enterprise.
The Holabird Avenue facility has 4.6 million cubic feet of storage which currently encompasses: nineteen refrigerated dock doors, -20°F to +38°F storage capabilities, and multiple blast freezers. Ammonia was chosen as the refrigerant, offering the best economy over a wide variety of temperatures and conditions. Ammonia uses the least amount of energy for this application, thus it can truly be called a "Green" refrigerant. NASA chose ammonia as the refrigerant for the international space station, so we believe we are in good company!
Whether operating multiple blast freezers at -47°F saturated suction temperature or operating a refrigerated dock with a +36°F room temperature, the ammonia refrigeration system runs completely automatically. All controls are operated by a customized computer control system which allows a supervisory operator to make schedule and temperature changes via the operator interface within an office environment.
The control system is tasked to completely run the ammonia system's: twenty individual evaporators, three primary temperature levels, two pumped recirculation packages, an intercooler, four booster screw compressors, three high stage screw compressors and two evaporative condensers. The refrigeration system is adaptable, convertible and ready for future expansion.
The central refrigeration system currently has a total 2,144 compressor horsepower that runs everything from the 434 tons of blast freezers to over 1,000 tons of high stage load. The storage freezers are able to operate at various temperatures depending upon the customer's needs.
Apart from the inherent economies associated with a central ammonia refrigeration "Green" system, energy saving are achieved by the use of variable frequency drives to trim the condenser fans. In addition, ThermoSyphon Oil Cooling, (TSOC), is used to remove the heat of compression from the compressor lubrication oil. There is also an extensive floor warming system that uses waste heat from the compressor discharge to prevent the sub-floor under the freezers from freezing and causing damage.
Possibly the best energy savings feature of all are the client's refrigeration operators! By giving them the tools they need to "Tweak" the system to their exact needs, the refrigeration system can be operated with the minimum of defrosts and the highest required suction temperatures. This allows the facility to operate in the most energy saving mode applicable to the needs of their customers in complete synergy with the utility demands.
208 Ton Gold Mine Ammonia Refrigeration Skid Package

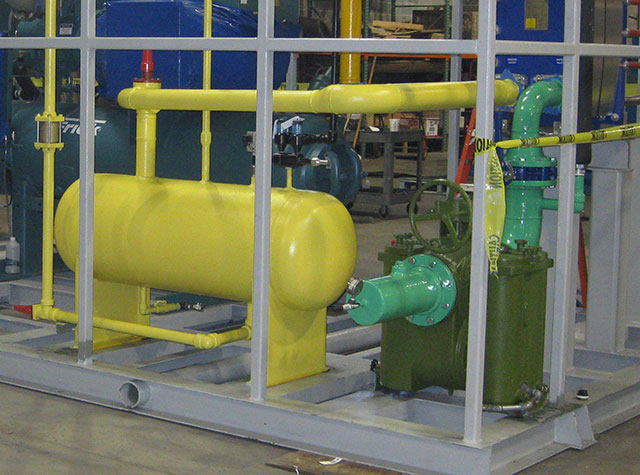
This skid package was designed and constructed by Industrial Refrigeration Service Inc. in our shop in Baltimore MD. Consisting of four main refrigeration parts; the 208 Ton Skid package is centralized around a Frick model RXF 85 compressor package, driven by a Frick Vyper VFD drive with a Quantum LX control system, an Alfa Laval plate and frame water cooled condenser, a horizontal pilot high pressure receiver and a vertical accumulator with a boil out coil.
The refrigeration components were rigged onto a custom structural steel skid and enclosed by steel tubing with a sealed 2" insulated cold storage panels. Two lockable cold storage doors and a black EPDM rubber roof were outfitted on the enclosure as well. The skid base was covered with stainless steel diamond plate flooring to allow trouble-free mobility inside of the skid package to access all of the on-skid components.
Features of the skid package include; its own ammonia detection system with alarm horns and strobe warning lights at each exit, emergency and continuous ventilation, hydronic space heaters, skid lighting and receptacles, IIAR compliant relief vent system, B31.5 compliant refrigerant piping, refrigeration pipe insulation, on board motor control center and a single point electrical power connection.
The refrigeration package is utilized in a gold mine operation to condense and recover mercury vapor from the ore roaster's off-gas airstream at +33°F. This is accomplished by a specialized, remote, flooded ammonia vertical shell and tube evaporator with a vertical surge drum for liquid/vapor ammonia separation.
Energy Saving Ice Builder Project Rockville MD


Montgomery College, Rockville, MD IRS constructed a customized chiller package for a central ice builder system that provides air conditioning to the entire college campus. This system allowed the college to remove the high-energy cost, undependable, and out dated air conditioning equipment that was scattered about the campus.
The customized chiller package was built at our shop. It included a 450 ton capacity ammonia to ethylene glycol shell & tube chiller, a 500 HP Frick screw compressor, and a shell and tube condenser. The package chills ethylene glycol to 10°F, which is used to build ice in two 12,000 ton-hour Ice storage modules.
The college conducted an in-depth investigation on the benefits of different refrigerants. They discovered that ammonia was the best refrigerant. They elected to use ammonia instead of R-22 due to ammonia being more efficient and less expensive. In addition, production of R-22 is being phased out due to its affect on global warming and the college did not want to use a refrigerant that could be detrimental to the environment. The operators also preferred ammonia because of its self alarming smell if a leak were to occur.
By using an ice builder system the college was able to reduce its overall refrigeration capacity needed by making ice during the night and using the stored ice during the warm hours of the day. Not only did the college benefits by using less electric during peak hours but they also received a 6-figure rebate from the local power company for lowering their peak usage. The new ice builder system will eventually pay for itself through the savings in electricity costs.
Produce and Seafood supplierJessup, Maryland


In 2016, Industrial Refrigeration Service was subcontracted to provide the ammonia and Freon refrigeration systems for a produce and seafood supplier, located in Jessup, Maryland. The project scope included a double-wide ammonia skidded engine room, twenty seven (27) ammonia ceiling-hung evaporators, one (1) ice machine, and three (3) split system Freon units for freezer space. The 109,000 square foot refrigerated space was cooled using almost 560 tons of refrigeration.
A wide spectrum of equipment manufacturers were used on the project. The heart of the ammonia system, skidded engine room, was comprised of Frick screw compressor package, Frick condenser, and vessels by Industrial Service & Fabricators. All the evaporators were supplied by SGS Refrigeration. Bohn split systems were utilized to finish out the refrigeration. To complete the refrigeration system, we used an AAIM central control system and Danfoss valves.
Ice Cream ManufacturerLaurel, Maryland


In a project spanning from 2015 to 2018, Industrial Refrigeration Service was contracted by the owner to consolidate two (2) large ammonia refrigeration systems into one (1) very large system. The old side of their system, dating back to the 1980's, had its engine room completely demolished leaving only the production equipment.
In place of the old engine room, a remote vessel transfer room was constructed to support all the production equipment. The vessels, supplied by RVS, ranged from a pump recirculation package, suction accumulators, oil still, and even a glycol chiller.
A majority of the 18,000 foot of pipe, ranging from 3/4" to 16", was installed prior to the shut-down. With a challenging project schedule, weather delays, and many design changes, there were doubts that a project of this magnitude could be completed in the timeframe the owner had allotted. Constant coordination meetings with attention to detail was a must.
During a span of 4-5 weeks, we were able to pump-out the old system, and complete the piping on forty three (43) pieces of production room equipment. With its crew of over fifty talented project managers, welders, and pipe fitters, Industrial Refrigeration Service was able to complete the project ahead of schedule.
Refrigeration Computer Control System Upgrade Jessup MD
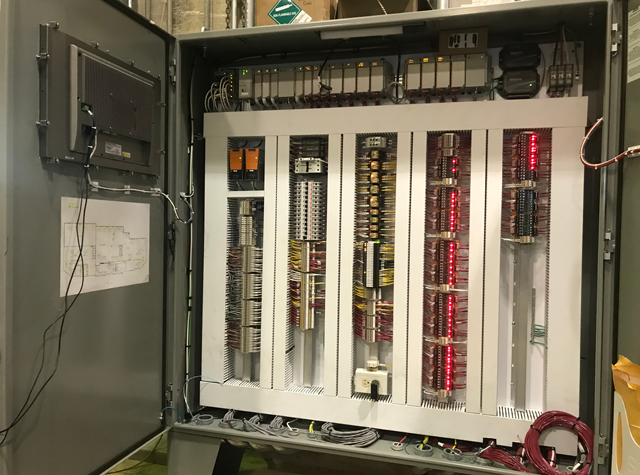
Industrial Refrigeration Service, Inc. recently completed a total retrofit of the Ammonia Refrigeration Computer Control System at a production facility in Jessup Maryland. Frick- Quantum HD panels were used to refit the three (3) rotary screw compressors. The main control system was replaced with an Allen Bradly PC supplied by AAIM Controls. Compressor Room ammonia sensors and entry panels were replaced and upgraded to meet existing code standards.
Pre-wired terminal strip panels were located near the original control panels allowing for a Smooth transition from old to new. This transition phase was completed during normal working hours without interrupting the facility’s production operation.